

1/4-20 Tap Drill Size Guide: Get the Exact Bit for Perfect Threads
Date:2026-02-06Number:11859
Picking the wrong tap drill size for a 1/4-20 thread is a quick way for beginners to ruin a project. If the hole is too small, the tap can snap right away. Too big, and the bolt will strip easily.
Lab tests show that a #7 drill bit (0.2010) in 1018 steel gives about 75% of the thread's full strength. This is around 12% stronger in shear than using the usual 13/64 drill.
This guide gives you standard size charts and breaks down how to figure out drill sizes for uncommon materials using formulas. Plus, it includes tips for avoiding common mistakes with nut inserts and wood inserts.
In machining, a #7 drill bit is the usual choice for a 1/4-20 tap.
Many DIYers just grab a 13/64 (0.2031) or even a 7/32 (0.2188) bit from their drill set. The size difference between a 13/64 and a #7 drill bit is only 0.0021 inches, but this small difference can change how the tap works, especially on hard stuff like stainless steel(and if you're struggling with tough alloys, checking out the 
Core Parameter Actual Measurement Comparison
| Drill Bit Model | Inch | Thread Depth Percentage (75% is standard) | Applications |
| #7 (Standard) | 0.2010" | 75% | Industrial standard, highest strength |
| 5.1mm | 0.2008" | 76% | Precision metric replacement |
| 13/64" | 0.2031" | 69% | Handheld drills, reduced risk of wire breakage |
| 5.2mm | 0.2047" | 65% | Extremely hard materials (e.g., titanium alloys) |
When using a #7 drill bit on 6061 aluminum, the tap cuts cleaner.Choosing the
For large production runs, machinists often use a 5.1mm or 13/64 drill bit. A slightly bigger hole lowers the load on the spindle and helps prevent jams. Despite this, always use a #7 drill bit for parts that need to withstand a lot of vibration or pressure. This makes sure the threads are strong enough.
Chasing that perfect 100% thread depth is a common beginner's mistake.
After you get to about 75% thread, making the thread deeper doesn't really add much strength. But, it does make your tap way more likely to break. Here's a trick: use this formula to figure out the right pilot hole size for your 1/4-20 threads, depending on what you're working with.

For a 1/4-20 thread, the Major Diameter is 0.250, and there are 20 Threads Per Inch (TPI). If you're tapping threads in aircraft-grade aluminum, often 65% thread is strong enough. If you run the numbers, you can use a slightly larger drill bit. This can help you avoid breaking a tap in a pricey piece of aluminum.
Adjust Based on Material
Cast Iron/Brittle Stuff: Try to target around 80% thread depth. Cast iron makes powdery chips when you tap it. That extra thread engagement helps make up for the fact that the material is brittle.
Soft Plastics/Teflon: Use a drill bit a little smaller than a #7 (like 5.0mm). The plastic will spring back a bit, so your bolt will fit tighter.
If you're working with some weird material, always test it out on scrap first.
When you don't need to thread a hole but want a 1/4-20 bolt to pass right through, the hole size matters for how tight the fit is.
In mechanical design, there are generally three types of clearance holes. Picking the wrong one can cause parts to wobble or make it hard to line up multiple holes.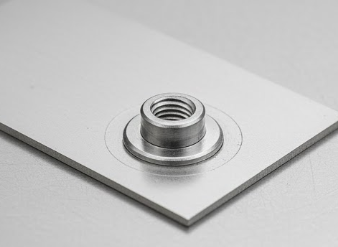
Here's a quick guide to clearance hole sizes:
Tight Fit - Letter F (0.2570): This is almost the same size as the bolt. It's good when you need things to be precisely located, as the bolt won't wiggle much. If your parts vibrate a lot, using an F size helps prevent movement inside the hole.
Regular Fit - 17/64 (0.2656): This is the most common choice in manufacturing. It gives you a little extra room (about 0.015) for mistakes when making the part. If you're lining up four or more holes at once, this size makes things easier.
Loose Fit - 9/32 (0.2812): Best for rough materials, like welded parts or wood frames. It allows for more errors in placement, but you'll also need to use a flat washer; otherwise, the bolt head might sink into the hole.
Tips and Tricks
When drilling through thick material (over 1/2), the drill bit can wander off course. It's a good idea to start with a center drill to make a guide. Even if you choose a regular fit, the hole can still be misaligned, and you may not be able to get a bolt through it.
Putting in 1/4-20 inserts in wood is not like cutting threads in metal. Wood has fibers and can bend, so the pilot hole size needs to be adjusted. The size changes with how hard the wood is.
Soft wood (like pine or cedar): Make the pilot hole about 0.5mm smaller than the insert (without the threads). Soft wood can compress. A smaller hole lets the insert's threads dig in tight for a strong hold.
Hard wood (like oak or walnut): Use the insert maker's recommended pilot hole size (like 3/8 or 10mm). Hard wood is strong. If the hole is too small, forcing the insert in can split the wood.
Tips
If you are installing an insert on the end of a board, it will be 30% weaker. Put a little epoxy into the pilot hole before screwing in the insert. Tests show that glue plus the insert can double the load it can hold for a long time.
In B2B manufacturing, we often use press nuts to get a 1/4-20 thread in sheet metal. This method needs different tolerances than just drilling and tapping a hole.
Press nuts stay in place because the metal around them deforms. For a standard 1/4-20 press nut, you usually need a hole that's exactly 0.250 (+0.003/-0.000).
Too Big of a Hole: If the hole is too big, the nut won't resist twisting as well. Tests show that even 0.005 too much can decrease its resistance by almost 40%.
Burrs Matter: It's easy to miss, but burrs around the hole can stop the nut's flange from sitting flat against the metal. This can cause alignment problems later on.
If you need a really strong connection, use a press that measures how far the nut moves, not just the pressure. This way, each 1/4-20 nut gets properly locked in place.
Even with exact measurements, things can still go wrong when machining. When a 1/4-20 thread fails, the key is to fix it with careful steps.
If you accidentally use the wrong drill bit and the pilot hole is too wide for tapping, a Helicoil can save your work.
Important note: To fix a 1/4-20 thread, don't use a standard tap. You'll need a special STI (Screw Thread Insert) tap.
STI Drill Bit Size: The correct STI drill bit for a 1/4-20 thread is usually 17/64 (0.2656).
Strength Test: Threads fixed with stainless steel wire inserts often have higher tensile strength than the original aluminum threads.
A 1/4-20 tap usually breaks because the chips aren't cleared properly. If your project involves high-depth tapping, learn
Chemical Method: For aluminum, soak the part in an alum solution. Alum will slowly dissolve the tap (which has a high carbon content) without harming the aluminum.
Physical Removal: Don't punch it out from the center, since that can widen the pilot hole. Instead, use a tap extractor. Its three-jaw design fits into the tap's flutes, letting you twist it out.
Q: What drill bit do I need for a 1/4-20 tap?
The standard size is a #7 drill bit (0.2010). In most manufacturing situations, this is the best choice for thread strength (75%) and keeping your tools in good shape.
Q: Can I use a 1/4 inch bit for a 1/4-20 tap?
Definitely not. A 1/4 (0.250) drill bit will make a hole that's exactly the same size as the outside of the screw. This means the tap won't have any material to cut, and you'll end up with a smooth hole that doesn't hold anything.
Q: Is a #7 drill bit the same as 13/64?
They're close, but not the same. A #7 is 0.2010, and 13/64 is 0.2031. If you're working with a hard metal like stainless steel, using a 13/64 bit can make tapping easier and help prevent breaks. But for precise work, stick with the #7.
Q: What size hole should I drill in wood for a 1/4-20 threaded insert?
It depends on the wood. For soft wood, go with 5/16 (0.3125). For hard wood, use 3/8 (0.375). It's a good idea to test on some scrap wood first to avoid splitting.
In conclusion, knowing the 1/4-20 tap drill size isn't just about memorizing a number. You need to adjust based on the material you're working with—steel, aluminum, or wood—and what you're doing, like tapping, creating through-holes, or using rivet nuts.
Keep in mind that a #7 drill bit is often your best bet. Tapping fluid can be a big help, and sticking to around 75% thread depth will keep you from ruining your workpiece. If you're doing a large production run, always check the first piece to be sure the hole size is right.
Choose the Right Tools, Say No to Broken Taps
In high-frequency machining scenarios like 1/4-20, a drill bit with precise dimensions and wear-resistant coating can save you thousands in scrap part costs. Instead of rummaging through a cluttered toolbox for mismatched substitutes, equip yourself with a set of #7 drill bits designed specifically for industrial standards.
Want to boost your machining success rate? Explore Jimmytool's industrial-grade 1/4-20 tapping drill solutions—ensuring precision in every drill.
person: Mr. Gong
Tel: +86 0769-82380083
Mobile phone:+86 15362883951
Email: info@jimmytool.com
Website: www.jimmytool.com
